 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语
Bramen zijn een veel voorkomend verschijnsel in het lasersnijproces, dat zich manifesteert in onregelmatige metalen delen zoals verschillende scherpe hoeken en bramen bij de overgang van het werkstukoppervlak. Veelvoorkomend zijn betekent echter niet dat het optreden van bramen acceptabel is, wat direct van invloed is op de maatnauwkeurigheid, vorm- en positienauwkeurigheid en oppervlakteruwheid van het werkstuk, de productkwaliteit vermindert en latere inspectie, montage, prestaties en esthetiek veroorzaakt. Er zijn veel problemen, dus u moet proberen storingen te voorkomen.
Is de door lasersnijden geproduceerde braam noodzakelijkerwijs een kwaliteitsprobleem van de snijmachine?
De braam wordt niet veroorzaakt door het kwaliteitsprobleem van de Laser snij machine zelf, maar wordt veroorzaakt door de verkeerde bedieningsmethode van de operator of het onderhoud en onderhoud van de snijmachine is niet op zijn plaats.
Daarnaast is er nog een andere hoofdoorzaak van bramen, namelijk het hulpgasprobleem. Tijdens lasersnijden bestraalt de laserstraal het oppervlak van het werkstuk om een zeer hoge temperatuur te genereren, zodat het oppervlak van het werkstuk snel verdampt en verdampt, om het doel van het snijden van metaal te bereiken. De functie van het hulpgas is om de slak die op het oppervlak van het werkstuk achterblijft af te blazen nadat het werkstuk is bestraald en verdampt door de laserstraal. Als dit niet gebeurt, vormt zich een laag hechtende bramen op het snijoppervlak van het werkstuk als de slak afkoelt.
Veelvoorkomende oorzaken en oplossingen voor bramen bij lasersnijden:
Reden 1: Er is een afwijking in de bovenste en onderste posities van de laserstraalfocus die wordt gegenereerd door de lasersnijmachine, waardoor de energie niet precies op het werkstuk wordt geconcentreerd en het werkstuk niet volledig verdampt, waardoor de hoeveelheid toeneemt van geproduceerde slak, die niet gemakkelijk af te blazen is, waardoor bramen sneller optreden.
Oplossing: Pas de positie van de focus van de laserstraal aan en stel deze in op de beste staat volgens de offsetpositie die deze produceert.
Reden 2: Het uitgangsvermogen van de lasersnijmachine is niet voldoende om het metaal effectief te verdampen, wat resulteert in overmatige slakken en bramen.
Oplossing: Controleer of de lasersnijmachine normaal werkt. Als het niet normaal is, moet het op tijd worden gerepareerd en onderhouden; als het normaal is, moet ook worden gecontroleerd of de uitvoerwaarde correct is.
Reden 3: De snijlijnsnelheid van de lasersnijmachine is te laag, wat de oppervlaktekwaliteit van het snijoppervlak vernietigt en bramen veroorzaakt.
Oplossing: pas de snelheid van de snijlijn op tijd aan en verhoog deze om de normale waarde te bereiken.
Reden 4: De zuiverheid van het hulpgas van de lasersnijmachine voldoet niet aan de vereiste norm waardoor ook bramen op het werkstuk ontstaan.
Oplossing: Vervang het hulpgas door een hogere zuiverheid.
Reden 5: De werktijd van de lasersnijmachine is te lang, waardoor de apparatuur in een onstabiele staat verkeert, wat ook zal leiden tot het ontstaan van bramen.
Oplossing: Zet de lasersnijmachine uit, herstart hem na verloop van tijd en laat hem volledig rusten.
De redenen en oplossingen voor de bovengenoemde veelvoorkomende storingen kunnen alleen effectief worden opgelost door de grondoorzaken van de problemen te begrijpen.33
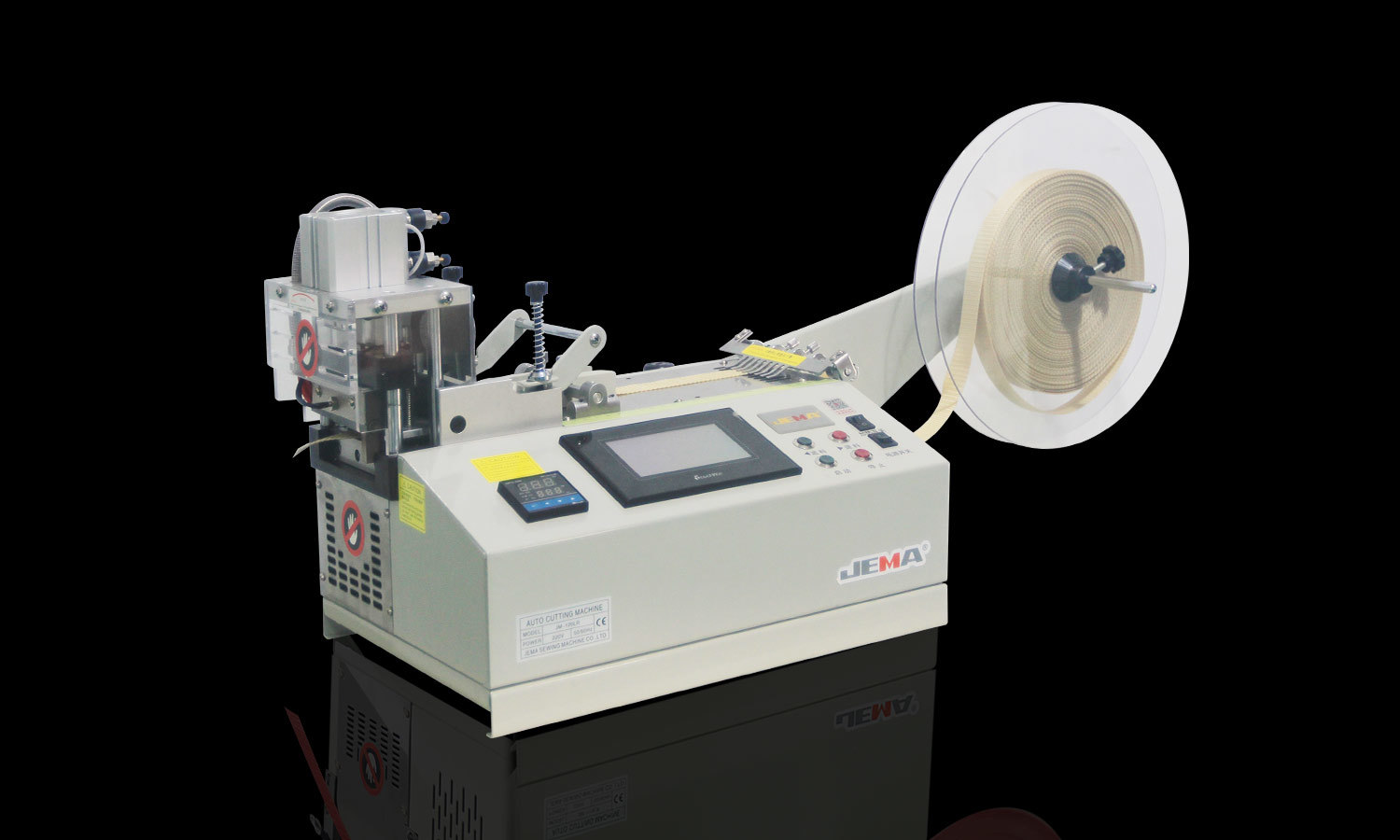
Geautomatiseerde tapesnijmachine (koud en warm infrarood) JM-120HLR
Volautomatisch snijden, eenvoudige bediening, breed toepassingsgebied en hoge snijkwaliteit. Functies hoge snelheid: Het kan 70 ~ 90 stukk...
Bekijk deze serie producten
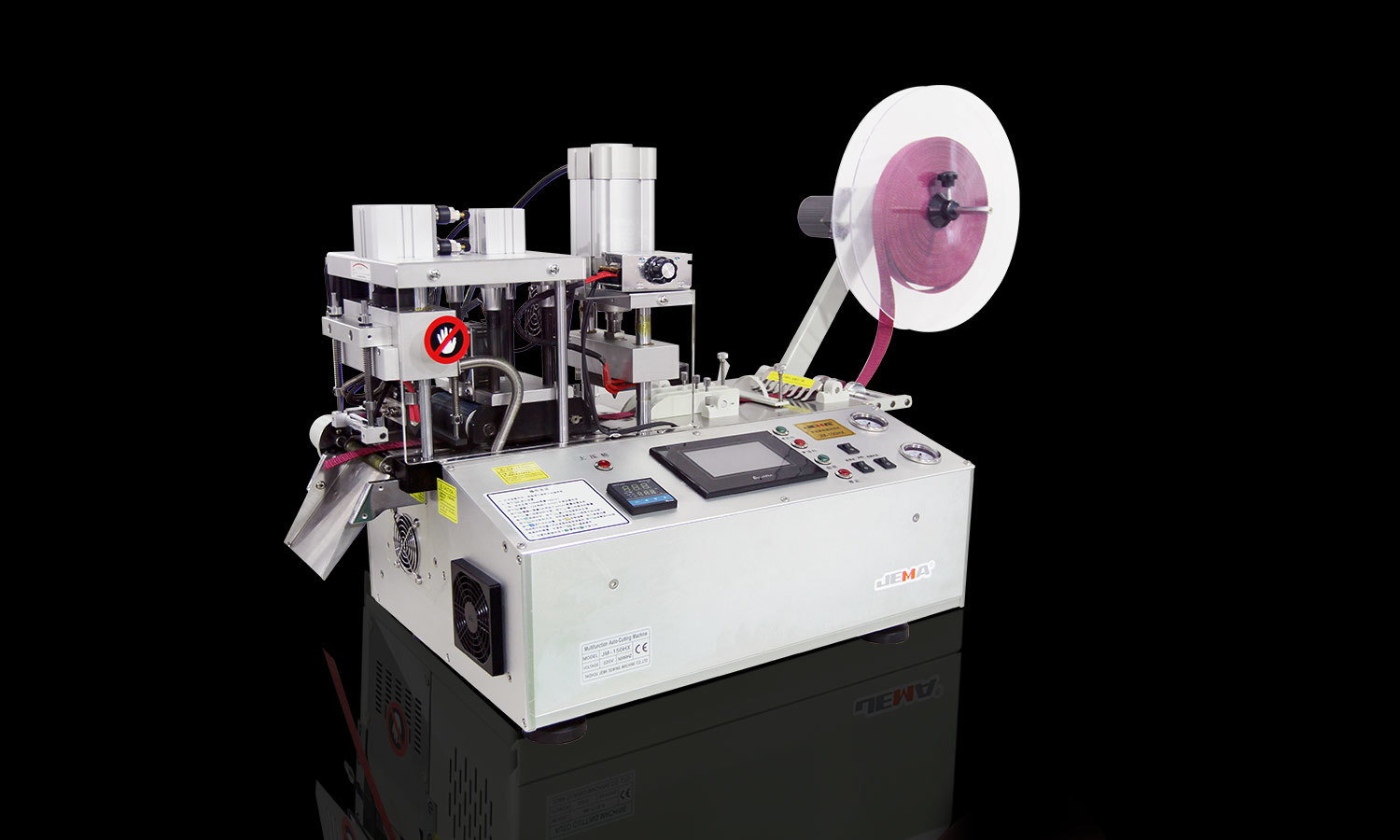
Multifunctionele geautomatiseerde tapesnijmachine (hoek) JM-150HX
Volautomatisch snijden, eenvoudige bediening, breed toepassingsgebied, hoge snijkwaliteit, glad snijoppervlak, geen losse draad. Functies hog...
Bekijk deze serie producten
Wat zijn de oorzaken van bramen bij lasersnijden?
PREV:Welke materialen kan de fiberlasersnijmachine verwerken?NEXT:Wat zijn de voordelen van een ultrasone snijmachine?
Aanbevolen producten3
-
 JM-110H")
Geautomatiseerde tapesnijmachine (heet mes) JM-110H
Volautomatisch snijden, eenvoudige bediening, breed toepassingsgebied, hoge snijkwaliteit, koude ...
-
 JM-120LR")
Geautomatiseerde tapesnijmachine (koud en warm) JM-120LR
Volautomatisch snijden, eenvoudige bediening, breed toepassingsgebied, hoge snijkwaliteit, koude ...
-
 JM-130H")
Geautomatiseerde tapesnijmachine (heet mes) JM-130H
Volautomatisch snijden, eenvoudige bediening, breed toepassingsgebied, hoge snijkwaliteit, koude ...
-

Micro snijmachine JM-70
Functies JM-6070 microsnijmachine is geschikt voor het snijden van bochten, kleine...
24 jaar gespecialiseerd in de productie van verschillende snijmachines.
©2021 Taizhou JEMA Naaimachine Co., Ltd. Aangepaste fabrikanten van elastische tape snijmachines
